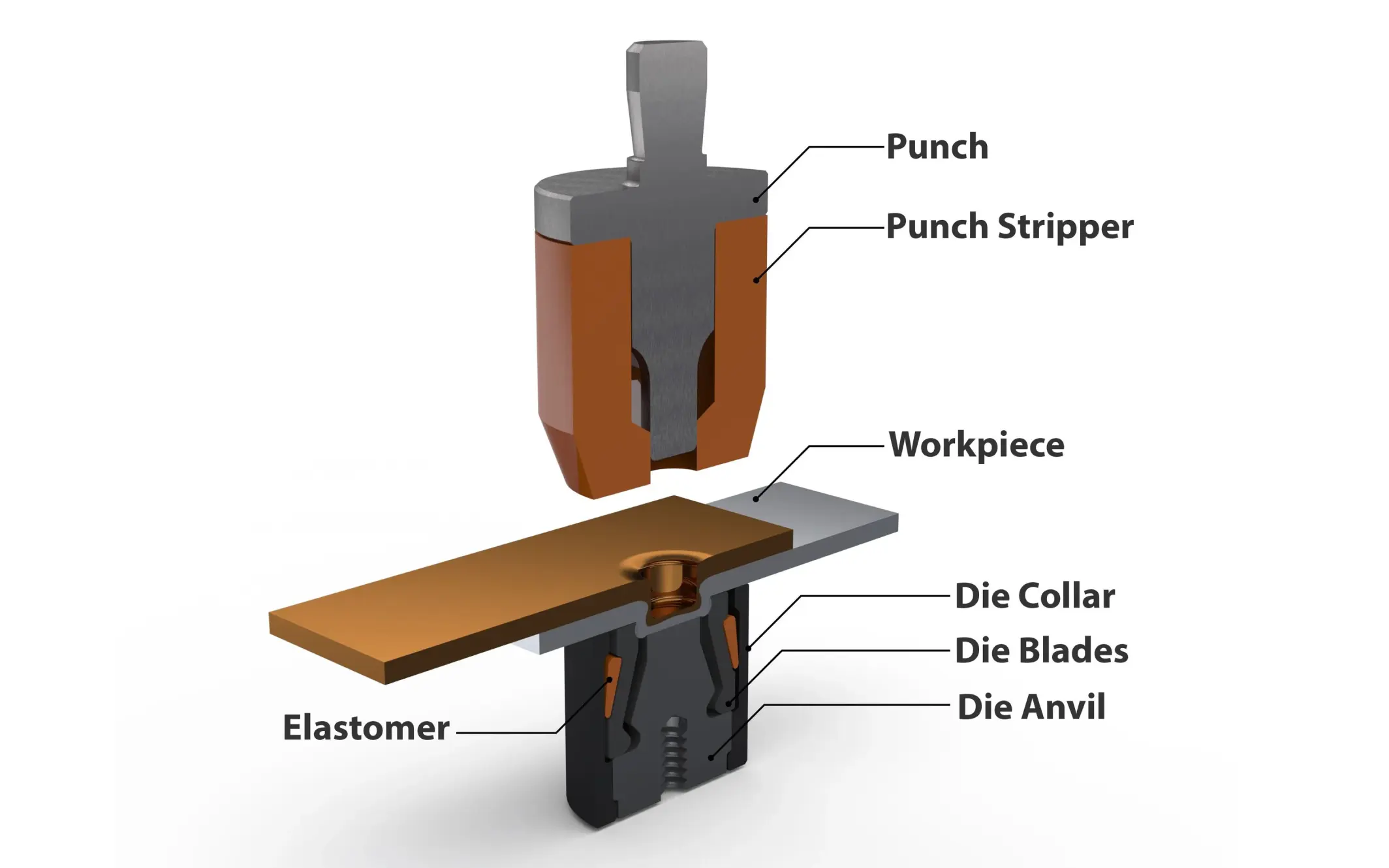
Clinching is a mechanical fastening technique that creates strong, reliable joints without the need for fasteners.
But clinching is only ideal for some applications.
That largely depends on the materials you’re working with. We’ll walk you through the top materials you can use clinching for below, and the ones for which you’d need to find a different joining method.
Materials you CAN clinch
Clinching is particularly effective with certain metals due to their ductility and malleability.
- Aluminum is lightweight, ductile, and corrosion-resistant, making it ideal for clinching in automotive and aerospace applications. 3000, 5000, and 6000 series typically join well. 7000 series may need to be annealed before clinching.
- Stainless steel is durable and resistant to corrosion. Grades like 304, 308, and 316 typically require rectangular tooling for clinching. However, some grades, such as 430, can be clinched with round tooling due to their higher ductility.
- Mild steel is versatile and cost-effective, making it a common choice for various structural applications.
- Copper’s excellent electrical conductivity and malleability make it suitable for electrical and HVAC applications.
- Titanium is strong, lightweight, and corrosion-resistant, ideal for high-performance applications in aerospace and medical industries.
Clinching is also ideal in the following scenarios:
- Joining dissimilar metals. Clinching can effectively join two different types of metals. For instance, aluminum can be clinched to copper, combining the lightweight nature of aluminum with the high conductivity of copper.
- Pre-painted or coated metals. Clinching pre-painted or coated metals can maintain the surface finish and protect against corrosion. You do have to watch out for how thick the coating material is though, as it can interfere with the joint quality.
- Joining a non-metal material between two metals. Sometimes, non-metallic materials like insulation can be clinched between two metal layers. This can improve connection strength if the non-metal layer is not too dense or thick. For example, 3/16 urethane between two layers of mild steel can enhance the joint's strength, though self-piercing riveting (SPR) might be a better alternative if the non-metal layer is too thick.
- Joining multiple layers of metal. Clinching doesn’t only work if you have two layers, you can also join multiple layers together, ranging from 32g to 10g thick.
Materials you CAN’T clinch
Certain materials just aren’t suitable for clinching, mainly due to their physical properties. Because clinching requires materials that are malleable and flexible enough to bend to form the joint, harder materials don’t have the same results.
Clinching is not an option for brittle metals:
- Cast iron is prone to cracking under the stress of clinching.
- Cast aluminum also doesn’t deform into the shape of a clinch joint well.
- Cast bronze will break before it bends.
- Similarly, high-carbon steels are too hard to clinch.
Clinching is also not a great option for other types of materials, like:
- Non-metal materials. Hard plastics like acrylic or PVC are likely to shatter if you try to clinch them. That will also happen with glass, ceramics, and concrete.
- TPO (Thermoplastic Olefin). TPO materials, especially when paired with metals of similar thickness, are better joined with SPR than clinching due to the difficulty in forming a reliable clinch.
- Metals that are covered in a thick coating. The coating must be thin enough not to impact the joint's integrity. It’s best to test this material and the joints before committing to clinching.
- Metals that have very different thicknesses. If the layers being clinched have significantly different thicknesses, they might not join properly. The metal on the punch side should not be thinner than half the thickness of the die side, although you can test rectangular tooling first before assuming that they simply can’t be joined together.
Not sure if your material can be clinched? We can help
After 25 years of clinching, we can often tell you if your material can be clinched on the phone. If you’d like, you can also send us material samples for a parts evaluation or feasibility test.
Whether you’re a large company or just getting started with clinching, don’t hesitate to contact us for support, clinch tooling, or purchasing our clinching machines. We’d love to help.
.webp)
Take our 5-day course
Get an article every day for 5 days
Don’t have time to read everything now? Sign up and we’ll send you an article every day for 10 days.